Deze pagina is momenteel niet beschikbaar in uw taal. U kunt met behulp van Google Translate een automatische vertaling bekijken. Wij zijn niet verantwoordelijk voor deze dienstverlening en het vertaalresultaat is niet door ons gecontroleerd.
Heeft u meer hulp nodig, neemt u dan contact met ons op.
On-machine user interface boosts productivity of mould base manufacturing
The market for mould base assemblies used in plastic injection moulding is changing. Plastic part makers are producing increasing varieties of short-run products in all kinds of different sizes, shapes and finish – each requiring a custom-made mould base.
As a leader in precision mould base manufacture, GM Enterprise needed to ramp up its production throughput to meet rapidly rising customer demand. It needed to increase capacity and reduce lead times, but it also needed to avoid introducing human error.
To achieve its goals and help it to capitalise on its new market opportunities, GM Enterprise specified an on-machine graphical user interface and tool setting probes with radio transmission from Renishaw for its new CNC machine tool acquisitions.
Background
Founded in 1982, GM Enterprise is regarded as one of Taiwan's leading manufacturers of mould bases, which are highly complex multi-part assemblies of critical importance to the plastic injection moulding process. GM Enterprise's home market currently accounts for 60% of its business, while important export customers include the likes of Mabuchi Motor, Futaba and YKK in Japan, and SHL tooling in Hong Kong.
With manufacturing tolerances needing to be controlled within ±5 μm and more complex mould bases taking up to three days to produce, minimising scrap rates and boosting production throughput are constant goals for the company.
To achieve the high level of precision involved in designing and producing a custom mould base, GM Enterprise had, for many decades, employed Renishaw machine tool probes to ensure the accuracy of its CNC machining centres.
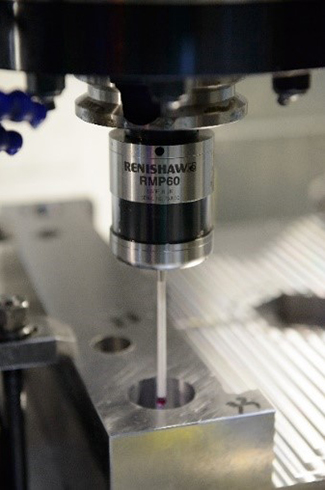
The company was operating six CNC machines, equipped with an array of different Renishaw machine tool probes, including the infra-red transmission MP10 probe, TS27R hard-wired tool setters and RMP60 radio transmission spindle probes.
The use of such probes had already enabled GM Enterprise to typically avoid up to four setting or measurement errors per week, resulting in a dramatic reduction in scrap and increased throughput.
With its strong zero-error philosophy, GM Enterprise had established an enviable reputation for quality and precision, both in its highly competitive home market and its developing overseas markets.
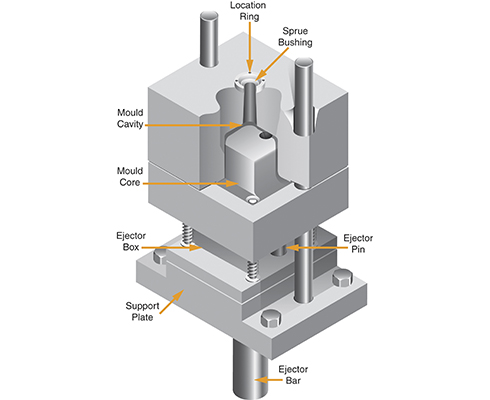
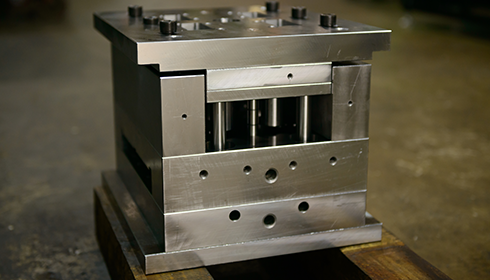
What is a mould base?
Within a plastic injection moulding machine, a mould base is used to securely mount a two-part (core and cavity) mould, and plays a crucial role in the sequential clamping, injection and ejection process.
A support plate on the front half of the mould base holds the mould cavity in place. It also provides a sprue bushing through which is injected the hot molten plastic, and a locating ring that ensures perfect alignment with the injector nozzle.
The rear half of the mould base is composed of a mould ejection system, which attaches to the mould core on its inside and a support plate on its outside.
As the machine's clamping unit pulls apart the mould core and cavity, an ejector bar activates the ejection system, pushing the now cooled plastic part out of the open mould.
Challenge
While large volume production remains a key characteristic of the plastic injection moulding industry, GM Enterprise recognised an increasing trend towards a more diverse range of unique moulds and much smaller volume production runs.
As a result, demand for the company's precision custom mould base assemblies was growing very rapidly, with new export customers requesting progressively shortened lead times and heightened quality assurance.
Faced with this increased production demand, the amount of time involved in machine operators manually setting workpieces and tools was identified as an increasing source of production delay.
At the same time, longer working hours and the demand for rapid turnaround in custom mould base production was increasing the likelihood of human error in setting or measurement, coupled with the additional cost of damaged probes and scrapped components.
In response to the changing market dynamics and its new business opportunities, GM Enterprise needed to increase its production capacity quickly while simultaneously reducing the chance of human error and raising production throughput.
GM Enterprise (Taiwan)
Solution
In acquiring two new CNC machines for its Taiwan manufacturing plant, GM Enterprise took the decision to make the move to the Renishaw graphical user interface (GUI) for tool and part setting, inspection and machine tool diagnostics.
As a proven supplier of machine tool automation solutions, Renishaw has a range of GUIs compatible with controllers from a wide range of market-leading controller manufacturers, including Bosch Rexroth, Fanuc, Heidenhain, Mazak, Okuma and Siemens. A variety of language options is available.
In this case integrated into a YCM gantry-type vertical machining centre, the on-machine GUI presented GM Enterprise with its first opportunity to greatly simplify their traditional machine tool programming process and so boost throughput.
Providing an intuitive, user-friendly software environment, the on-machine GUI was programmed to guide GM Enterprise machine operators step-by-step through standard measurement operations, including probe calibration, workpiece and tool setting and probe inspection cycles.
By eliminating multiple manual set-up tasks and increasing usability, the on-machine GUI removed much of the difficulty and time involved in traditional machine tool programming. Importantly, it also took away the need for extensive programming training for machine tool operators.
At the same time as choosing to use the Renishaw on-machine GUI, GM Enterprise also took the decision to specify the RTS cable-free tool setter on the new machine tools to provide additional levels of flexibility.
GM Enterprise's first radio transmission tool setters, the RTS probes added greater installation flexibility and unrestricted machine movement, with the probes providing both broken tool detection and rapid measurement of tool length and diameter at ±1 μm repeatability.

Results
In the first year of operating the new machines, GM Enterprise increased its productivity by a factor of 30%; a dramatic increase that General Manager Mr Shen Ming Pao attributes to the pivotal role played by the Renishaw on-machine GUI.
He commented, “As soon as we started using the GUI, our design engineers were able to get back to focusing their time on program development, leaving CNC machine tool operation to the operators. We were able to work more efficiently.”
Additionally, Mr Shen explained how the introduction of the GUI has also gone a long way to reducing a certain anxiety experienced by his machine operators in using CNC machine tool probes. An anxiety only heightened by language differences within a mixed nationality workforce.
He explained, “For a small company like ours, the cost of machine tool probes is certainly not insignificant, and many of our operators worried about damaging them through human error. The intuitive, easy-to-use nature of the GUI, coupled with its protection setting has made this a thing of the past. There's a lot more confidence now and operators no longer need to worry.”
GM Enterprise's investment in Renishaw equipment and the increased production capability it has delivered has been warmly received by both customers and staff. The company is now producing around 2,500 mould bases every year and has placed an order for a further three CNC machine tools, each specified with a Renishaw GUI and tool setting probes.


